服務(wù)熱線189 0152 2222
0510-83076068
服務(wù)熱線189 0152 2222
0510-83076068
熱門關(guān)鍵詞:焊管,焊接鋼管,焊管廠,Q345B焊管,Q235B焊管,Q355B焊管,低合金焊管,冷軋焊管-小口徑焊管無錫焊管廠,無錫焊管廠家,焊管廠家
189 0152 2222
0510-83076068
固一話:0510-83076068 賀部長
固二話:0510-83076658 孫經(jīng)理
固三話:0510-83079997 李經(jīng)理
固四話:0510-83079993 賀經(jīng)理
固五話:0510-83079994 高經(jīng)理
傳真:0510-83079997
手機:189 0152 2222(總經(jīng)理)
手機:133 3878 6068賀部長( 廠長)
手機:133 8220 6068孫經(jīng)理(開單處)
手機:133 7366 1878高經(jīng)理(倉庫)
上網(wǎng)洽談工具:QQ 473334606
郵箱:473334606@qq.com
地址:無錫市-惠山區(qū)-錢橋鎮(zhèn)-(西章工業(yè)園-惠澄大道77號)百利源鋼管廠
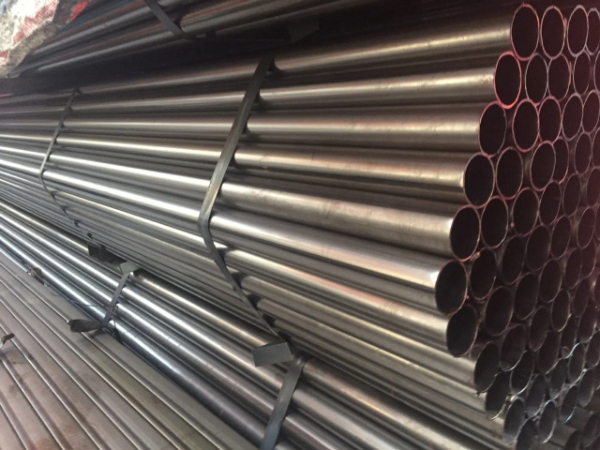
焊接低合金焊管(如Q345B)需先選對焊條并控制焊接工藝,核心是匹配焊條材質(zhì)和消除焊接應(yīng)力,避免出現(xiàn)冷裂紋、焊縫強度不足等問題,具體步驟如下:

一、第一步:選對焊條——材質(zhì)匹配是基礎(chǔ)
低合金焊管的焊條需根據(jù)管材牌號(如Q345B對應(yīng)低合金鋼)和焊接場景選擇,核心原則是“等強度匹配”,常見選擇如下:
1. 主流焊條型號:優(yōu)先選E50系列低氫型焊條,如E5015(J507)、E5016(J506)。這類焊條含錳、硅合金元素,焊縫屈服強度≥490MPa,能匹配Q345B(屈服≥345MPa)的強度需求,且低氫成分可減少焊縫氫含量,降低冷裂紋風(fēng)險。
2. 場景適配調(diào)整:
薄板/薄壁管(壁厚≤6mm):可選E5018(J506Fe),藥皮含鐵粉,焊接效率高,成型更美觀;
低溫環(huán)境(≤0℃)或厚壁管(壁厚>12mm):需用超低氫焊條E5015G,進(jìn)一步控制氫含量,提升抗裂性;
臨時修復(fù)或非承重場景:可暫用E4303(J422),但焊縫強度低于母材,僅適用于低應(yīng)力工況。
二、第二步:焊前準(zhǔn)備——細(xì)節(jié)決定焊接質(zhì)量
1. 焊條烘干與保溫:低氫型焊條(如J507)易吸潮,必須烘干后使用。
烘干溫度:350400℃,保溫12小時;
烘干后需放入80120℃的焊條保溫筒,隨用隨取,避免再次吸潮(暴露空氣中超過4小時需重新烘干,且烘干次數(shù)不超過2次)。
2. 管口清理:清除管口及附近20mm范圍內(nèi)的油污、銹跡、氧化皮,可用鋼絲刷、砂紙或角磨機打磨,露出金屬光澤,防止雜質(zhì)影響焊縫融合。
3. 管口預(yù)處理:
壁厚≤6mm:可不開坡口,采用I型坡口直接對接,錯邊量≤0.5mm;
壁厚>6mm:需開V型或X型坡口,坡口角度6070°,鈍邊12mm,間隙23mm,確保焊透(避免未熔合缺陷)。
4. 預(yù)熱處理:當(dāng)壁厚>10mm或環(huán)境溫度<5℃時,需對管口進(jìn)行預(yù)熱,預(yù)熱溫度150250℃(可用氧乙炔焰或電加熱片加熱),預(yù)熱范圍為管口兩側(cè)各50mm,降低焊接冷卻速度,減少內(nèi)應(yīng)力。
三、第三步:焊接操作——控制參數(shù)與手法
1. 焊接參數(shù)設(shè)置:根據(jù)焊條直徑和壁厚調(diào)整,以常用的Φ3.2mm、Φ4.0mm J507焊條為例:
| 焊條直徑(mm) | 焊接電流(A) | 電弧電壓(V) | 焊接速度(cm/min) |
|---|---|---|---|
| 3.2 | 90-120 | 22-25 | 8-12 |
| 4.0 | 140-180 | 24-28 | 10-15 |
關(guān)鍵原則:電流不宜過大(避免燒穿或合金元素?zé)龘p),電壓穩(wěn)定(電弧長度約等于焊條直徑的1/2)。
2. 焊接手法選擇:
對接焊:優(yōu)先用直流反接(焊條接正極,工件接負(fù)極),電弧穿透力強,焊縫成型好;
操作手法:薄壁管可用“直線運條法”,厚壁管可用“鋸齒形”或“月牙形”運條,擺動幅度不超過焊條直徑的3倍,確保兩側(cè)熔合良好;
多層多道焊:厚壁管需分23層焊接,每層焊完后清理焊渣(尤其是低氫焊條渣殼較硬,需用敲渣錘徹底清除),層間溫度保持≥150℃,避免層間冷卻過快產(chǎn)生裂紋。
四、第四步:焊后處理——消除缺陷與應(yīng)力
1. 焊后保溫緩冷:焊接完成后,用石棉布或保溫棉包裹焊縫區(qū)域,緩慢冷卻至室溫(尤其低溫環(huán)境),防止快速冷卻導(dǎo)致焊縫脆化。
2. 消應(yīng)力處理:對于承受高壓或重要結(jié)構(gòu)的焊管,需進(jìn)行焊后熱處理——加熱至600650℃,保溫12小時(按壁厚每25mm保溫1小時計算),然后隨爐緩冷,消除焊接內(nèi)應(yīng)力,提升焊縫韌性。
3. 質(zhì)量檢測:
外觀檢查:焊縫表面無裂紋、氣孔、夾渣,余高≤3mm,咬邊深度≤0.5mm;
無損檢測:重要焊縫需做超聲波探傷(檢測內(nèi)部缺陷),合格率需達(dá)100%;高壓管道還需做水壓試驗(試驗壓力為設(shè)計壓力的1.5倍,保壓30分鐘無滲漏)。
要不要我?guī)湍阏硪环?a href="http://www.wulijob.net/" title="低合金焊管" target="_blank" class="sitelink">低合金焊管焊接常見問題排查表?包含裂紋、氣孔、未焊透等常見缺陷的產(chǎn)生原因和解決辦法,方便你在焊接時快速定位并處理問題。
固一話:0510-83076068 賀部長(賀慶鎮(zhèn))主管 固二話:0510-83076658 孫經(jīng)理 固三話:0510-83079997 李經(jīng)理
固四話:0510-83079993 賀經(jīng)理 固五話:0510-83079994 高經(jīng)理 傳真:0510-83079997 自動寫賀經(jīng)理收
手機:189 0152 2222 (總經(jīng)理) 手機:133 3878 6068 賀部長( 廠長) 手機:133 8220 6068 孫經(jīng)理(開單處) 手機:13373661878 高經(jīng)理(倉庫)
地址:無錫市-惠山區(qū)-錢橋鎮(zhèn)-(西章工業(yè)園-惠澄大道77號)百利源鋼管廠
無錫百利源鋼管有限公司 版權(quán)所有 管理
更多標(biāo)簽:Q345B焊管 (129)焊管 (120)低合金焊管 (114)焊接鋼管 (103)Q235B焊管 (97)焊管廠 (85)焊管廠家 (75)焊接鋼管廠 (67)低合金焊管廠家 (33)Q235B焊接鋼管 (33) 更多